(1) Priming
In the specified temperature, humidity, and certain time, the organic solvent in the printed matter volatilizes at a certain speed, resulting in the ink film of different thickness changing from a liquid state to a solid state, which is initially dry and expressed in millimeters/30 seconds.
(2) Blocking resistance
The printed product is cut into certain specifications so that the printing surface/printing surface and the printing surface/non-printing surface overlap, at a temperature (40°C to 50°C), humidity (60% to 80%), and pressure (0.5 to 5 kg/cm 2 ). After 3 to 24 hours under the conditions, observations were made to confirm the presence or absence of peeling, and to judge the gloss and discoloration of the printed surface.
(3) scraper scraping
It is very important for the gravure ink to have superior blade scraping properties. The thin ink evenly passes through the gap between the blade and the roller to provide good lubrication. On the other hand, when the lubricity of the ink is poor, scraper wear may occur during printing, and even the surface of the drum may be damaged, resulting in bad printing problems such as doctor marks. Scraper friction test can be used to compare the kinetic friction coefficient determination method.
(4) Attachment fastness
After a certain amount of time has been left with the scraping of the color developed by the filament stick, the adhesive tape is used to tear and stick and the adhesion fastness is compared.
(5) Friction resistance
With a friction-resistant instrument, a certain area of ​​coated paper is rubbed against the printed sample and the standard sample at a certain temperature and pressure for a certain number of times, and the degree of friction resistance of the coated paper is compared with respect to how much ink is stained on the coated paper.
Third, practical application and promotion
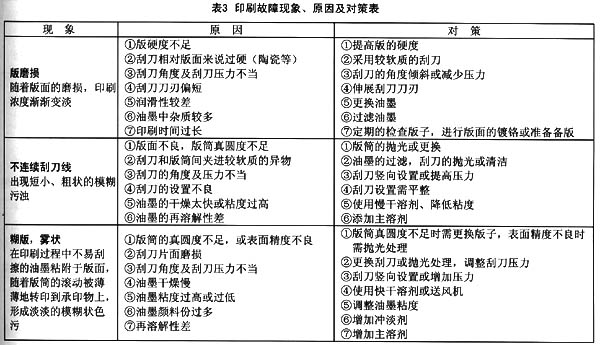
The toluene-free gravure ink system was initially made over Australia's Comprint rotary gravure press for more than one year of repeated trial printing and improvement work. During this time, it encountered printing presses, plate making, and ink performance (viscosity, supply, Drying, moisture, post-processing steps and other issues. After listening to and referring to the opinions and guidance of technical personnel in various related fields, the system has been further improved and improved. At present, the system has been able to continuously print normally for more than 10 days on various high-speed rotary machines at 120 to 200 m/min. There is no problem with post-processing. In view of the large number of sheet-fed gravure printing machines on the Chinese market, the system has been properly adjusted and can also be used normally. For example, a single-chamfer machine produced by Beijing Zhenhengli and Shanghai Ziming has a machine speed of 3,000 to 9,000 sheets. /Time. The following is a brief description of some of the major problems encountered and solutions. See Table 3 for the symptoms, causes, and countermeasures of printing failures.
1. Scraper suitability
Gravure printing is a printing method in which excess ink etched outside the cylinder pattern is scraped off by a doctor blade to form a screen. Squeegee adaptability is the most important printability based on correct printing. When the doctor blade is poor in suitability, it can cause stencils, squeegee marks, and contaminated cylinders. Pasteability depends on the viscosity, lubricity, dryness and redissolvability of the ink. The stickiness and lubricity of the ink directly affect the scraping properties of the scraper and the rubbing resistance of the scraper.
2. Blocking performance
The ink is filled on the cylinder where the ink holes are etched. The printing mode transferred to the substrate by the pressure roller is gravure printing, and the ink filled in the ink holes is the same ink in the ink tank. When the poor re-solubility of the gravure ink is encountered, the dry ink film will accumulate in the platen of the drum, affecting the transfer amount of the ink, or even causing no transfer at all. This condition is called “blockingâ€. The re-solubility and dryness of the ink film are the main factors that directly cause blockage.
3. Dot reproducibility
In gravure printing, excellent dot reproducibility and good leveling must be ensured for perfect prints. Faithfully reproducing originals is the most fundamental purpose of gravure printing. The ideal form is a reflection density curve having a tilt of 45° C. for displaying the positive film density of the original document. In fact, due to the blockage of the dark parts, the dots of the high-light part or insufficient extensions lead to a curve with an S-shape, and we refer to the reflexivity of the printed matter which can obtain the hundred percent of the roller dots as the dot reproducibility ( Figure 2), transfer rate and leveling affect the ink dot reproducibility, as well as the print slip, superimposed effect, etc., will cause the printed material scaly, crater, etc. appear.
4. Ink and ink
When the ink is transferred from the printing plate to the substrate, if the ink has a high degree of stringiness, it can easily cause the ink layer to split and produce filaments. When the filaments become droplet-like small dots, the interaction is in a mist. Flying causes flying ink. According to the conventional printing conditions, high viscosity, high speed, and deep printing are more likely to occur with ink flying.
5. Film property
Coating property refers to the performance of the dried ink film transferred to the substrate, which is specifically reflected in the suitability of post processing and the performance required for composite processing after printing. Coating properties and post-processing suitability determine the quality requirements according to their use. The evaluation methods and requirements are also different for high-performance and high-functionality requirements.
6. Residual solvent amount
In the main area of ​​gravure printing, the food packaging industry, odors and hygiene conditions caused by the amount of residual organic solvent in the printed matter are strictly managed. The determination of the residual solvent content refers to the 5.8th article of China's industry standard gravure composite plastic film ink (QB/T 2024-94), namely headspace gas chromatography.
The measuring device uses a FID type gas chromatograph. The cigarette printed matter is cut into a 200-cm2 flask in a 500-ml flask, sealed with a silicone rubber plug, and then incubated in a 50±1°C incubator for 30 minutes. The flask is drawn in a 1 ml syringe. The gas was injected into the gas chromatograph to obtain the peak area of ​​each corresponding solvent in the sample. The amount of residual solvent in the print was calculated using the standard solvent curve obtained in advance and the result was expressed in mg/m2. Table 4 lists the solvent residues of toluene in some cigarette cases. The testing unit is China Import and Export Commodity Inspection Bureau.
Fourth, the conclusion
After 3 years of research and development, trial printing and practical promotion, it was confirmed that the performance of the toluene-free gravure ink system is superior or similar to the existing gravure ink system containing toluene. The current production of the toluene-free gravure printing ink system has reached 360 tons/year and has been recognized by customers. The practice shows that it has practical application. In the process of further improving the system, we will also make unremitting efforts toward the direction of low-odor, non-toxic and environmentally friendly inks. (Wen / Wang Ruiwen)
Multi-purpose scaffold Ladder with working platform is designed to meet all professional and everyday needs. The scaffold ladder can easily transform from a double Step Ladder to a long Extension Ladder and a working platform, which can conveniently also be placed at different levels.
This versatility allows the 5-in-1 ladder to adapt to any requirement, either by the final consumer or the most demanding professional. The heavy-duty ladder/scaffold is made of sturdy yet lightweight aluminium with non-slip feet and security stabilisers.
Scaffold ladder: Can be 5 different positions . As platform: Scaffolding platform, staircase platform. As ladder: Single stepladder, double stepladder, extension ladder Security stabilisers and anti-slip feet Suitable for two people 6 steps per individual ladder Large working platform 3-ply wooden board .The max load of scaffold ladder is 150KGS. Easy to fold and store EN131 certificate .
More details as follows :
Materials: Frame: Aluminium Stabilisers: Aluminium Platform: Plywood Feet: Nylon
Steps:2*6/2*7steps
Dimensions: Scaffolding: 147*40*160cm
Platform: 147 *40*1.2cm
Double step ladder height: 160cm
Extension ladder height: 276cm
Space between steps: 28cm
Aluminium thickness: 1.2mm
Platform thickness: 1.2cm
Weight: 16.5kgs
Max load: 150kgs





FAQ:
Q: Are you factory or trading company ?
A: We are factory , exported foreign over decade with rich experiences .
Q: We can change the color of the rubber cover ?
A: yes , the regular is black , you also choose other color .
Q:What`s the MOQ ?
A: 50 PCS.
Q: Can I have a sample ?
A: It`s ok .
Q:What`s your price ?
A: It`s depends on your demands, quantity , we can offer you lowest price .
Q:What`s your delivery time ?
A: Sample order : 3days , bulk order : 23-25days .
Q: Can we use our logo or brand on the package ?
A: yes , OEM is ok .
Q: What`s the payment :
A: (1) T/T: 30% deposit be paid in advance , the 70% of total payment see the copy of B/L.
(2) L/C it`s ok .
(3) Cash also ok .
More inquires or questions , plz feel free to contact us !
Welcome to visit our factory !
Scaffold Ladder,Aluminum Scaffold Ladder ,Folding Scaffold Ladder,Steel Scaffold Ladder
Yongkang Aoyi Industry&Trade Co., Ltd. , http://www.aoyiladder.com